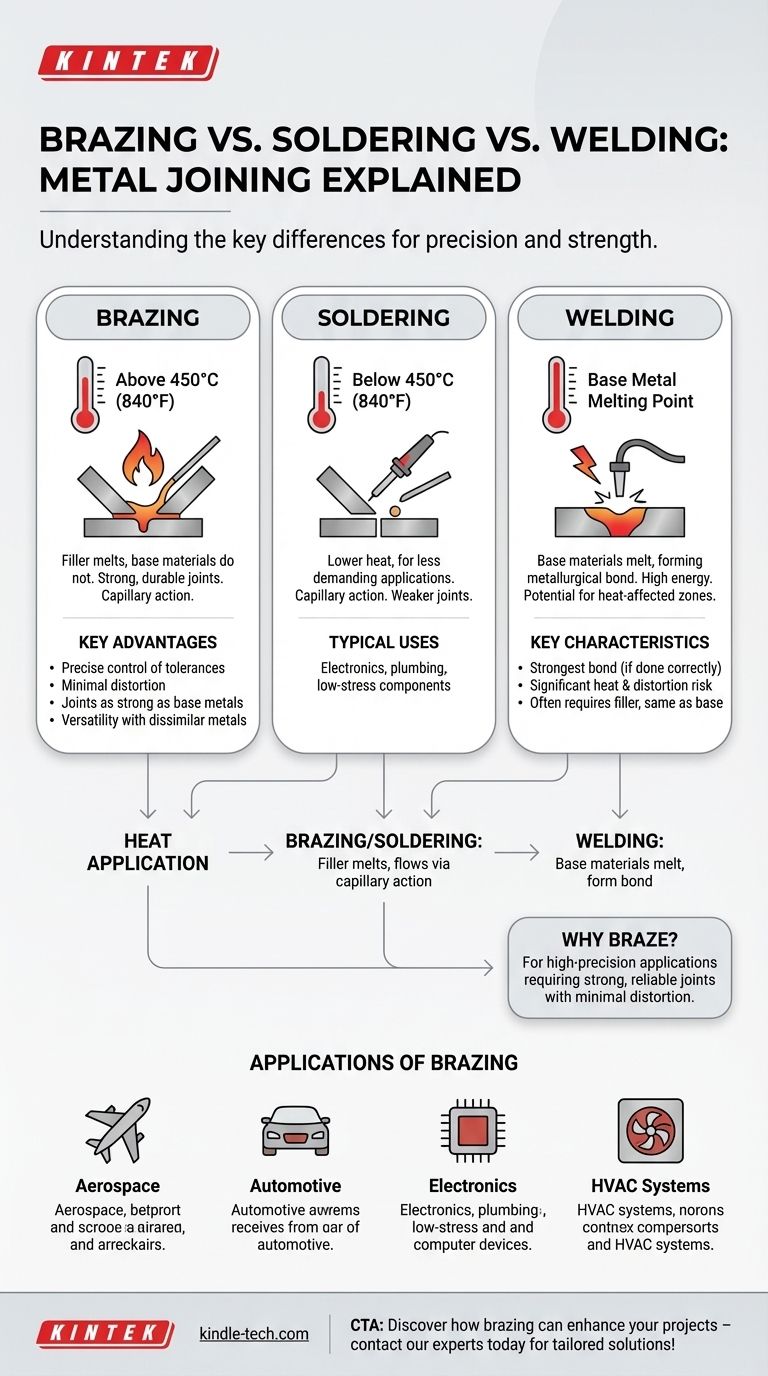
브레이징은 모재를 녹이지 않고 450°C(840°F) 이상의 녹는점을 가진 필러 금속을 사용하여 두 개 이상의 모재를 접합하는 금속 접합 공정입니다. 이는 더 낮은 녹는점의 필러 금속을 사용하는 납땜 및 모재를 녹이는 용접과 구별됩니다. 브레이징은 공차에 대한 정밀한 제어, 최소한의 변형, 모재만큼 강한 접합부와 같은 장점을 제공하므로 고정밀 애플리케이션에 적합합니다. 이 공정은 모세관 현상을 이용하여 필러 금속을 분산시켜 강력하고 내구성 있는 접합부를 만듭니다. 브레이징, 납땜 및 용접의 차이점을 이해하면 특정 응용 분야에 적합한 접합 방법을 선택하는 데 도움이 됩니다.

주요 사항 설명:
-
브레이징의 정의 및 온도 범위:
- 브레이징은 녹는점이 450°C(840°F) 이상인 필러 금속을 사용하는 금속 접합 공정입니다. 이는 더 낮은 녹는점의 필러 금속을 사용하는 납땜과 구별됩니다.
- 브레이징의 필러 금속은 접합되는 모재보다 녹는점이 낮아 공정 중 모재가 녹지 않도록 합니다.
-
납땜과의 비교:
- 납땜은 450°C(840°F) 미만의 녹는점을 가진 필러 금속을 사용하므로 더 낮은 열이 필요한 응용 분야에 적합합니다.
- 브레이징과 납땜 모두 모세관 현상을 이용하여 필러 금속을 분산시키지만, 브레이징은 더 높은 녹는점과 사용되는 더 강한 필러 금속으로 인해 더 강한 접합부를 만듭니다.
-
용접과의 비교:
- 용접은 종종 필러 재료와 함께 모재를 녹여 야금학적 결합을 만듭니다. 이 공정은 높은 에너지를 필요로 하며 상당한 열 영향부를 초래할 수 있습니다.
- 반면에 브레이징은 모재를 녹이지 않아 공차에 대한 더 정밀한 제어와 최소한의 변형을 허용합니다.
-
브레이징의 장점:
- 정밀도 및 최소 변형: 모재가 녹지 않기 때문에 브레이징은 공차를 정밀하게 제어하고 변형을 최소화할 수 있어 고정밀 애플리케이션에 이상적입니다.
- 접합 강도: 브레이징된 접합부는 모재만큼 강하여 내구성이 뛰어나고 안정적인 연결을 제공합니다.
- 다용성: 브레이징은 이종 금속을 접합할 수 있으며 높은 강도와 정밀도가 필요한 응용 분야를 포함하여 광범위한 응용 분야에 적합합니다.
-
공정 및 메커니즘:
- 브레이징은 모재와 필러 금속을 필러의 녹는점 이상이지만 모재의 녹는점 이하의 온도로 가열하는 것을 포함합니다.
- 필러 금속은 모세관 작용에 의해 접합부로 끌어당겨져 냉각 및 응고되면서 강력한 결합을 형성합니다.
- 이 공정은 토치, 용광로, 유도 가열을 포함한 다양한 열원을 사용하여 수행될 수 있습니다.
-
브레이징의 응용 분야:
- 브레이징은 항공우주, 자동차, 전자 제품 및 HVAC 시스템과 같이 강력하고 정밀하며 내구성이 뛰어난 접합부가 필요한 산업에서 널리 사용됩니다.
- 이종 금속 접합 및 최소한의 변형으로 복잡한 어셈블리를 만드는 데 특히 유용합니다.
이러한 주요 사항을 이해함으로써 장비 및 소모품 구매자는 브레이징을 언제 어떻게 사용할지에 대해 정보에 입각한 결정을 내려 특정 응용 분야에 대한 최적의 결과를 보장할 수 있습니다.
요약표:
| 측면 | 세부 정보 |
|---|---|
| 온도 범위 | 필러 금속은 450°C(840°F) 이상에서 녹고, 모재는 고체 상태로 유지됩니다. |
| 납땜과의 비교 | 납땜은 더 낮은 녹는점(<450°C)을 사용하며, 브레이징은 더 강한 접합부를 만듭니다. |
| 용접과의 비교 | 용접은 모재를 녹이지만, 브레이징은 최소한의 변형을 위해 녹이는 것을 피합니다. |
| 장점 | 정밀한 공차, 최소한의 변형, 강력한 접합부, 이종 금속에 대한 다용성. |
| 응용 분야 | 항공우주, 자동차, 전자 제품, HVAC 등. |
브레이징이 귀하의 프로젝트를 향상시킬 수 있는 방법을 알아보십시오—맞춤형 솔루션을 위해 오늘 전문가에게 문의하십시오!
시각적 가이드