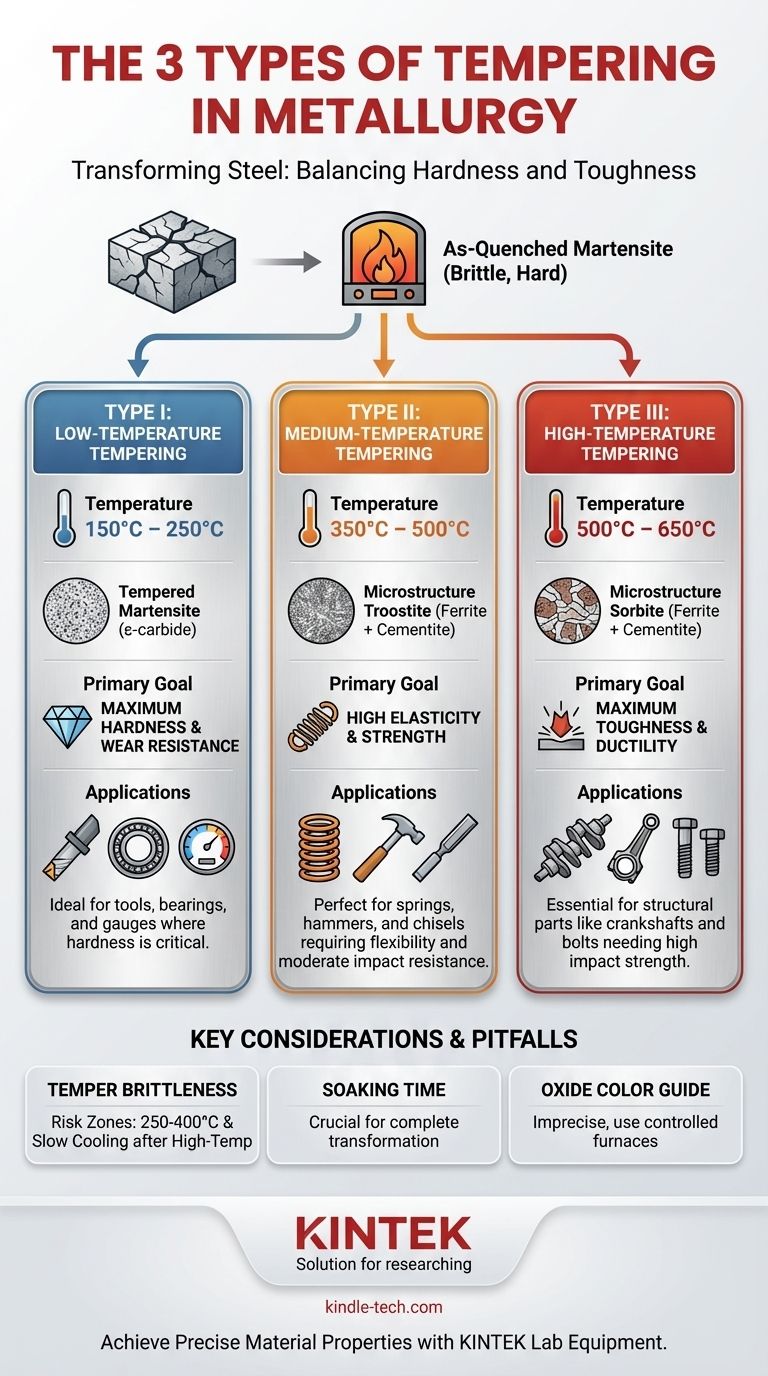
야금학에서 템퍼링은 사용되는 온도 범위에 따라 세 가지 뚜렷한 유형으로 분류됩니다. 이는 저온 템퍼링(150-250°C), 중온 템퍼링(350-500°C), 고온 템퍼링(500-650°C)입니다. 각 범위는 취성(brittle)이 있는 강철의 담금질 후 미세 구조를 특정하고 원하는 경도와 인성의 균형을 이루는 미세 구조로 변형시키기 위해 의도적으로 선택됩니다.
선택하는 템퍼링 유형은 임의적이지 않으며 직접적인 엔지니어링 결정입니다. 온도 범위를 선택하는 것은 부품의 최종 경도와 충격 흡수 및 파손 저항 능력 사이의 최종 상충 관계를 결정합니다.
템퍼링의 목적: 취성에서 내구성으로
템퍼링은 경도를 감소시켜 인성을 높이기 위해 경화된 강철에 적용되는 열처리 공정입니다. 이는 항상 담금질과 같은 경화 공정 후에 수행됩니다.
담금질 후 강철의 문제점
강철을 고온으로 가열한 다음 급랭(담금질)하면 마르텐사이트(martensite)라는 미세 구조가 형성됩니다. 이 구조는 극도로 단단하고 내마모성이 뛰어나지만 매우 취성이 있으며 내부 응력으로 가득 차 있어 대부분의 응용 분야에 적합하지 않습니다. 담금질 직후의 부품은 유리처럼 부서지기 쉬울 수 있습니다.
온도의 역할
템퍼링은 담금질된 부품을 임계점 이하의 특정 온도로 다시 가열하고, 일정 시간 동안 유지한 다음 냉각하는 과정을 포함합니다. 이 제어된 가열을 통해 탄소 원자가 석출되어 탄화물(carbides)을 형성하여 내부 응력을 완화하고 취성 마르텐사이트를 더 연성(ductile)인 미세 구조로 변형시킵니다.
근본적인 상충 관계
템퍼링의 핵심 원리는 경도와 인성 사이의 역의 관계입니다. 템퍼링 온도가 높을수록 경도는 더 많이 감소하지만 인성과 연성은 더 커집니다.
세 가지 템퍼링 범위에 대한 자세한 분석
템퍼링을 세 가지 유형으로 분류하는 것은 서로 다른 온도 범위에서 발생하는 미세 구조적 변화와 그 결과로 나타나는 기계적 특성을 기반으로 합니다.
유형 I: 저온 템퍼링(150°C – 250°C)
여기서 주요 목표는 마르텐사이트 구조에서 가능한 가장 높은 경도와 내마모성을 유지하면서 내부 응력을 완화하는 것입니다.
생성되는 미세 구조는 템퍼 마르텐사이트(tempered martensite)라고 합니다. 이 온도에서는 매우 미세한 엡실론(ε) 탄화물이 석출됩니다.
이 공정은 경도가 가장 중요한 특성인 부품에 이상적입니다. 일반적인 응용 분야에는 절삭 공구, 게이지, 베어링 및 표면 경화 부품이 포함됩니다.
유형 II: 중온 템퍼링(350°C – 500°C)
이 범위는 높은 탄성, 우수한 강도 및 충분한 인성을 가진 재료를 생산하는 것을 목표로 합니다. 저온 템퍼링보다 더 큰 정도로 의도적으로 경도를 희생시킵니다.
결과로 나타나는 미세 구조는 트루스타이트(troostite)로, 페라이트와 시멘타이트의 매우 미세한 혼합물입니다. 이 구조는 높은 탄성 한계로 알려져 있습니다.
일반적인 응용 분야에는 스프링, 판 스프링, 망치, 끌 등이 있으며, 여기서 변형되거나 파손되지 않고 구부러지거나 중간 정도의 충격을 견딜 수 있는 능력이 중요합니다.
유형 III: 고온 템퍼링(500°C – 650°C)
고온 템퍼링의 목표는 강도와, 가장 중요하게는 인성과 연성의 가능한 최상의 조합을 달성하는 것입니다. 이 공정은 경도를 크게 감소시킵니다.
이 처리는 소르바이트(sorbite)라는 미세 구조를 생성하며, 이는 페라이트와 시멘타이트의 더 거친 혼합물로, 높은 응력 하에서 에너지를 흡수하고 파손에 저항하는 데 탁월합니다.
이는 자동차 크랭크축, 커넥팅 로드, 샤프트 및 볼트와 같이 높은 인성과 충격 강도가 필요한 고응력 구조 부품에 사용됩니다. 이 공정은 종종 "인성화(toughening)" 또는 "담금질 및 템퍼링(quench and temper)"이라고 불립니다.
함정과 고려 사항 이해하기
템퍼링 공정을 선택하려면 최종 재료 특성을 손상시킬 수 있는 잠재적인 문제에 대한 인식이 필요합니다.
템퍼 취성의 위험
특정 온도 범위는 취성을 유발할 수 있으며, 이는 피해야 합니다. 주의해야 할 두 가지 주요 형태가 있습니다.
첫 번째는 "템퍼 마르텐사이트 취성(temper martensite embrittlement)" 또는 "청색 취성(blue brittleness)"으로 알려져 있으며 약 250°C에서 400°C 사이에서 발생합니다. 이 범위는 특정 경도 목표를 위해 필요하지 않은 한 일반적으로 피합니다.
두 번째 형태인 "템퍼 취성(temper embrittlement)"은 고온 템퍼링 후 강철을 서서히 냉각하거나(또는 375°C에서 575°C 사이에서 장시간 유지할 때) 발생합니다. 이는 불순물이 결정립계로 분리되어 발생하며 템퍼링 후 급랭을 통해 관리됩니다.
유지 시간의 중요성
온도가 지배적인 요소이지만, 부품을 해당 온도에서 유지하는 시간(유지 시간, soaking time)도 중요합니다. 시간이 불충분하면 불완전한 미세 구조 변형이 발생하여 부품 전체에 걸쳐 일관성 없는 특성이 나타납니다.
색상: 불완전한 지표
역사적으로 대장장이는 가열 중 강철 표면에 형성되는 산화막의 색상을 템퍼링 온도의 지표로 사용했습니다. 유용하지만, 이 방법은 부정확하며 제어된 가열로가 훨씬 더 큰 정확도를 제공하는 현대의 중요한 응용 분야에서는 의존해서는 안 됩니다.
목표에 맞는 올바른 선택
템퍼링 공정의 선택은 부품의 최종 사용 요구 사항에 의해 주도되어야 합니다.
- 최대 경도 및 내마모성이 주요 초점인 경우: 절삭 공구 및 베어링과 같은 응용 분야에 저온 템퍼링을 사용하십시오.
- 강도와 탄성의 균형이 주요 초점인 경우: 스프링 또는 충격 공구와 같은 부품에 중온 템퍼링을 사용하십시오.
- 최대 인성과 연성이 주요 초점인 경우: 상당한 에너지를 흡수하고 파손되지 않아야 하는 중요한 구조 부품에 고온 템퍼링을 사용하십시오.
이러한 원리를 이해함으로써 모든 응용 분야의 요구 사항을 충족하도록 강철의 기계적 특성을 정밀하게 설계할 수 있습니다.
요약표:
| 템퍼링 유형 | 온도 범위 | 주요 미세 구조 | 주요 목표 | 일반적인 응용 분야 |
|---|---|---|---|---|
| 저온 | 150°C – 250°C | 템퍼 마르텐사이트 | 최대 경도 및 내마모성 | 절삭 공구, 베어링, 게이지 |
| 중온 | 350°C – 500°C | 트루스타이트 | 높은 탄성 및 강도 | 스프링, 망치, 끌 |
| 고온 | 500°C – 650°C | 소르바이트 | 최대 인성 및 연성 | 크랭크축, 커넥팅 로드, 볼트 |
KINTEK과 함께 정밀한 재료 특성 달성
올바른 템퍼링 공정을 선택하는 것은 부품의 성능과 수명에 매우 중요합니다. 일관된 결과를 얻기 위해 필요한 정밀한 온도 제어는 신뢰할 수 있는 실험실 장비를 요구합니다.
KINTEK은 야금 및 재료 과학 실험실의 정밀한 요구 사항을 충족하는 실험실 장비 및 소모품을 전문으로 합니다. 당사의 고품질 템퍼링로 및 오븐 제품군은 정확한 온도 프로파일과 균일한 가열을 보장하여 저온, 중온 또는 고온 템퍼링을 자신 있게 수행할 수 있도록 합니다.
우수한 재료 엔지니어링을 도와드리겠습니다:
- 일관된 결과 달성: 당사의 로(furnace)는 반복 가능한 템퍼링 주기에 필요한 안정적이고 제어된 환경을 제공합니다.
- 공정 최적화: 응용 분야에서 요구하는 경도, 강도 및 인성의 정확한 균형을 얻으십시오.
- 실험실 효율성 향상: 엄격한 야금 테스트를 위해 제작된 내구성이 뛰어난 고성능 장비를 신뢰하십시오.
열처리 공정을 완벽하게 준비할 준비가 되셨습니까? 오늘 저희 전문가에게 문의하여 귀하의 실험실 요구 사항에 가장 적합한 솔루션을 찾으십시오.
시각적 가이드
관련 제품
- 실험실 탈바가지 및 소결 전 가열로
- 2200 ℃ 텅스텐 진공 열처리 및 소결로
- 세라믹 섬유 라이너가 있는 진공 열처리로
- 고온 응용 분야를 위한 진공 열처리 및 압력 소결로
- 수직 고온 흑연 진공 흑연화로



















