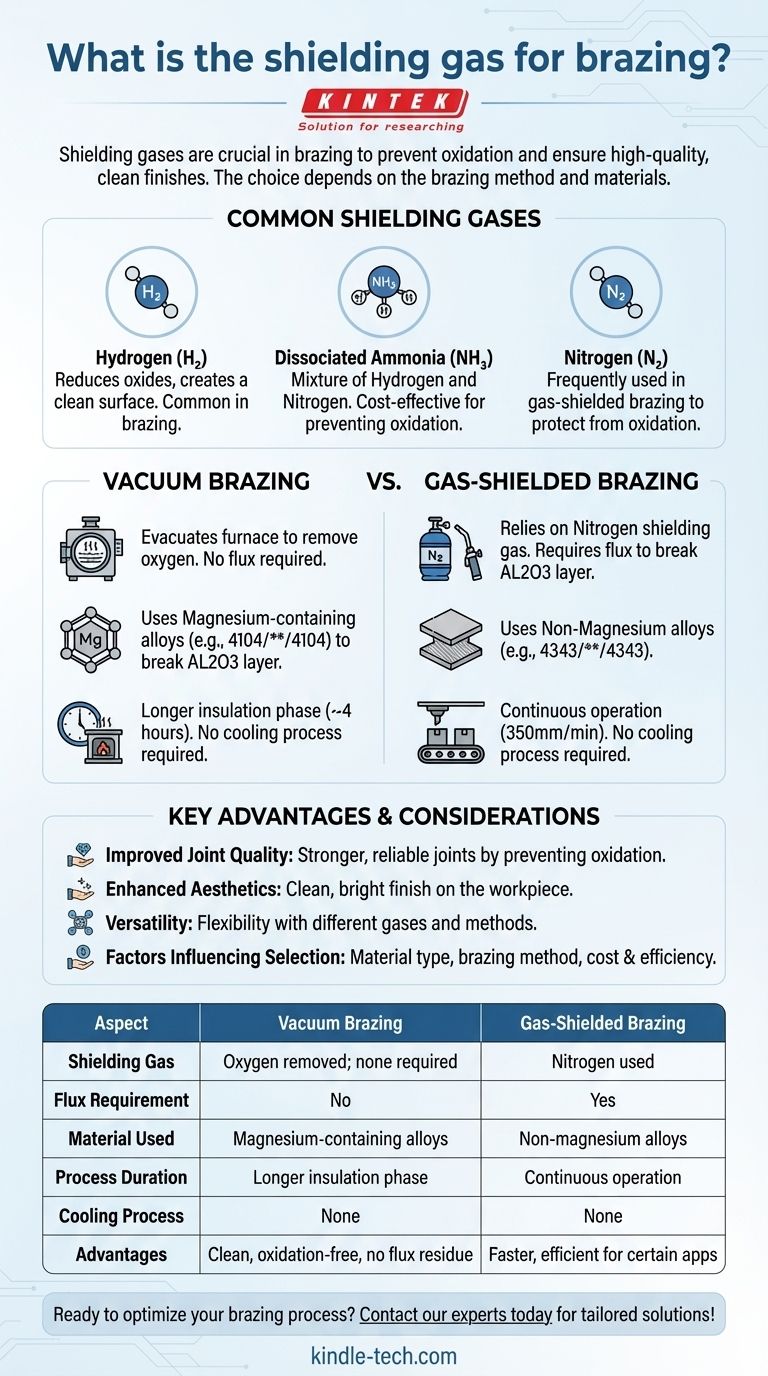
보호 가스는 브레이징 공정에서 산화를 방지하고 깨끗하고 고품질의 마감을 보장함으로써 중요한 역할을 합니다. 보호 가스의 선택은 브레이징 방법과 관련된 재료에 따라 달라집니다. 일반적인 보호 가스에는 수소, 해리 암모니아 및 질소가 포함됩니다. 진공 브레이징에서는 산소가 완전히 제거되는 반면, 가스 차폐 브레이징은 질소와 플럭스에 의존하여 유사한 결과를 얻습니다. 진공 브레이징용 마그네슘 함유 합금 또는 가스 차폐 브레이징용 플럭스 의존성 합금과 같은 재료 선택은 보호 가스의 효과에 더욱 영향을 미칩니다. 이러한 요소를 이해하는 것은 브레이징 결과를 최적화하는 데 필수적입니다.

주요 요점 설명:
-
브레이징에서 보호 가스의 목적
- 보호 가스는 브레이징 중 산화, 스케일링 및 탄소 축적(그을음)을 방지하는 불활성 분위기를 조성하는 데 사용됩니다.
- 작업물에 깨끗하고 밝은 마감을 보장하며, 이는 고품질 브레이징 조인트를 달성하는 데 중요합니다.
-
일반적인 보호 가스
- 수소: 산화물을 환원하고 깨끗한 표면을 생성하는 능력 때문에 브레이징에 자주 사용됩니다.
- 해리 암모니아: 수소와 질소의 혼합물로, 비용 효율성과 산화 방지 능력 때문에 일반적으로 사용됩니다.
- 질소: 작업물을 산화로부터 보호하기 위해 가스 차폐 브레이징에 자주 사용됩니다.
-
진공 브레이징 대 가스 차폐 브레이징
-
진공 브레이징:
- 산소 및 기타 반응성 가스를 제거하기 위해 용광로를 진공으로 만듭니다.
- 진공 환경이 산화 위험을 제거하므로 플럭스가 필요하지 않습니다.
- 작업물 표면의 AL203 층을 뚫기 위해 1.5% 마그네슘을 함유한 4104/****/4104 이중 복합재와 같은 재료를 사용합니다.
-
가스 차폐 브레이징:
- 작업물을 보호하기 위해 질소를 보호 가스로 사용합니다.
- 사용되는 재료(예: 4343/****/4343 이중 복합재)에 마그네슘이 포함되어 있지 않으므로 AL203 층을 뚫기 위해 플럭스를 적용해야 합니다.
-
진공 브레이징:
-
재료 고려 사항
- 마그네슘 함유 합금(예: 4104/****/4104): 진공 브레이징에 사용되며, 마그네슘은 AL203 층을 뚫고 적절한 접합을 보장하는 데 도움이 됩니다.
- 비마그네슘 합금(예: 4343/****/4343): 가스 차폐 브레이징에 사용되며, 이러한 재료는 동일한 효과를 얻기 위해 플럭스에 의존합니다.
-
공정 차이
-
진공 브레이징:
- 균일한 온도 분포를 보장하기 위해 더 긴 단열 단계(용광로당 약 4시간)가 포함됩니다.
- 브레이징 후 냉각 공정이 필요하지 않습니다.
-
가스 차폐 브레이징:
- 350mm/min의 속도로 연속적으로 작동합니다.
- 진공 또는 냉각 공정이 필요하지 않아 특정 응용 분야에서 더 빠르고 효율적입니다.
-
진공 브레이징:
-
보호 가스의 장점
- 향상된 조인트 품질: 보호 가스는 산화를 방지하여 더 강하고 신뢰할 수 있는 브레이징 조인트를 만듭니다.
- 향상된 미관: 불활성 가스를 사용하면 작업물에 깨끗하고 밝은 마감이 됩니다.
- 다용도성: 다양한 가스와 방법(진공 대 가스 차폐)은 다양한 브레이징 문제를 해결하는 데 유연성을 제공합니다.
-
가스 선택에 영향을 미치는 요인
- 재료 유형: 보호 가스 선택은 브레이징되는 합금 및 특정 요구 사항(예: 마그네슘 함량)에 따라 달라집니다.
- 브레이징 방법: 진공 브레이징 및 가스 차폐 브레이징은 별개의 가스 요구 사항을 가집니다.
- 비용 및 효율성: 해리 암모니아는 비용 효율성 때문에 자주 선택되는 반면, 질소는 가스 차폐 브레이징에서 가용성과 사용 용이성 때문에 선호됩니다.
보호 가스의 역할과 다양한 브레이징 공정에서의 적용을 이해함으로써 제조업체는 우수한 결과를 얻기 위해 작업을 최적화할 수 있습니다. 가스, 재료 및 방법의 선택은 작업물의 특정 요구 사항 및 원하는 결과와 일치해야 합니다.
요약 표:
| 측면 | 진공 브레이징 | 가스 차폐 브레이징 |
|---|---|---|
| 보호 가스 | 산소 완전히 제거; 보호 가스 불필요 | 질소 보호 가스로 사용 |
| 플럭스 요구 사항 | 플럭스 불필요 | AL203 층을 뚫기 위해 플럭스 필요 |
| 사용 재료 | 마그네슘 함유 합금(예: 4104/****/4104) | 비마그네슘 합금(예: 4343/****/4343) |
| 공정 지속 시간 | 더 긴 단열 단계(~용광로당 4시간) | 350mm/min으로 연속 작동 |
| 냉각 공정 | 냉각 불필요 | 냉각 불필요 |
| 장점 | 깨끗하고 산화 없는 조인트; 플럭스 잔류물 없음 | 특정 응용 분야에서 더 빠르고 효율적 |
브레이징 공정을 최적화할 준비가 되셨습니까? 지금 전문가에게 문의하십시오 맞춤형 솔루션을 위해!
시각적 가이드