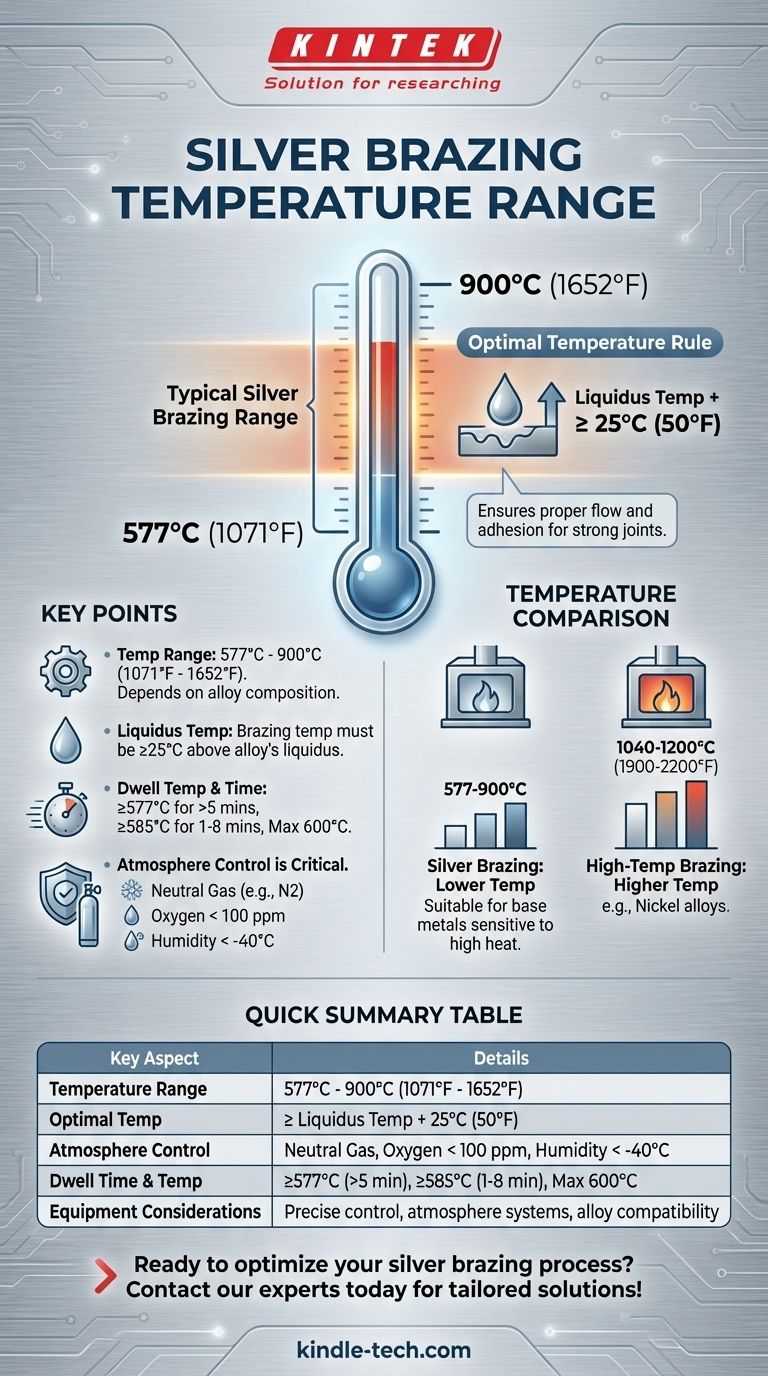
금속을 접합하는 데 사용되는 은땜 공정은 필러 금속(은 기반 합금)을 녹는점보다 높지만 접합되는 모재의 녹는점보다 낮은 온도로 가열하는 것을 포함합니다. 은땜의 온도 범위는 일반적으로 사용되는 특정 합금에 따라 다르지만, 일반적으로 577°C(1071°F)에서 900°C(1652°F) 사이입니다. 적절한 흐름과 접착을 보장하기 위해 최적 온도는 일반적으로 땜납 합금의 액상선 온도보다 최소 25°C(50°F) 이상 높습니다. 온도 범위에 영향을 미치는 주요 요인으로는 합금 조성, 접합되는 모재, 원하는 접합 강도가 있습니다. 성공적인 땜납을 위해서는 산소와 습도가 낮은 중성 가스 환경을 유지하는 것과 같은 적절한 분위기 제어도 중요합니다.

주요 사항 설명:
-
은땜의 온도 범위:
- 은땜은 일반적으로 577°C(1071°F)에서 900°C(1652°F) 사이의 온도 범위 내에서 수행됩니다. 이 범위는 필러 금속이 모재를 손상시키지 않으면서 녹고 적절하게 흐르도록 보장합니다.
- 정확한 온도는 사용되는 특정 은 합금에 따라 달라집니다. 서로 다른 합금은 녹는점이 다르기 때문입니다.
-
액상선 온도의 중요성:
- 땜납 온도는 땜납 합금의 액상선 온도보다 최소 25°C(50°F) 이상이어야 합니다. 액상선 온도는 합금이 완전히 액체가 되는 지점입니다.
- 이 온도 이상을 유지하면 필러 금속이 적절하게 흘러 강력하고 내구성 있는 접합부를 형성할 수 있습니다.
-
최적 온도 선택:
- 모재에 가해지는 열 응력을 최소화하고 에너지 소비를 줄이기 위해 권장 범위 내에서 가능한 가장 낮은 온도가 선호됩니다.
- 예를 들어, 은 합금의 액상선 온도가 600°C(1112°F)인 경우 땜납 온도는 최소 625°C(1157°F)여야 합니다.
-
분위기 제어:
- 성공적인 땜납을 위해서는 제어된 분위기가 중요합니다. 환경은 산화제, 산소 및 습기가 없어야 합니다.
- 이상적인 조건은 다음과 같습니다.
- 중성 가스(예: 순수 질소).
- 산소 함량 < 100 ppm.
- 습도 < -40°C.
- 이는 산화를 방지하고 필러 금속의 적절한 습윤을 보장합니다.
-
유지 온도 및 시간(Dwell Temperature and Time):
- 유지 온도(땜납 중 유지되는 온도)와 지속 시간은 중요한 매개변수입니다.
- 은땜의 일반적인 매개변수는 다음과 같습니다.
- 5분 이상 ≥577°C(1071°F).
- 1~8분 동안 ≥585°C(1085°F).
- 과열을 피하기 위한 최대 온도 600°C(1112°F).
-
고온 땜납과의 비교:
- 은땜은 니켈 합금과 같은 재료의 고온 땜납(1040-1200°C(1900-2200°F)에서 수행됨)에 비해 더 낮은 온도에서 작동합니다.
- 이로 인해 은땜은 극도로 높은 온도를 견딜 수 없는 재료를 접합하는 데 적합합니다.
-
장비 구매자를 위한 실질적인 고려 사항:
- 땜납 장비를 선택할 때 요구되는 범위 내에서 정밀한 온도 제어를 유지할 수 있는지 확인하십시오.
- 최적의 땜납 조건을 달성하기 위해 진공로 또는 불활성 가스 환경과 같은 분위기 제어 시스템의 필요성을 고려하십시오.
- 장비가 사용되는 특정 은 합금 및 모재와 호환되는지 평가하십시오.
이러한 주요 사항을 이해함으로써 장비 및 소모품 구매자는 성공적인 은땜 작업을 위해 필요한 재료와 도구에 대해 정보에 입각한 결정을 내릴 수 있습니다.
요약표:
| 주요 측면 | 세부 정보 |
|---|---|
| 온도 범위 | 577°C(1071°F) ~ 900°C(1652°F) |
| 액상선 온도 | 적절한 흐름을 위해 땜납 온도 ≥ 액상선 온도보다 25°C(50°F) 높음 |
| 분위기 제어 | 중성 가스, 산소 < 100 ppm, 습도 < -40°C |
| 유지 온도 및 시간 | 5분 이상 ≥577°C(1071°F), 1-8분 동안 ≥585°C(1085°F), 최대 600°C(1112°F) |
| 장비 고려 사항 | 정밀한 온도 제어, 분위기 시스템, 합금/모재 호환성 |
은땜 공정을 최적화할 준비가 되셨습니까? 맞춤형 솔루션을 위해 오늘 저희 전문가에게 문의하십시오!
시각적 가이드
관련 제품
- 진공 열처리 소결 브레이징로
- 실험실 탈바가지 및 소결 전 가열로
- 초고온 흑연 진공 흑연화로
- 수직 고온 흑연 진공 흑연화로
- 치과용 도재 지르코니아 소결 세라믹 퍼니스 체어사이드 (트랜스포머 포함)



















