브레이징에서 기공은 접합부를 크게 약화시키고 무결성을 손상시킬 수 있는 흔한 결함입니다. 이는 가스나 공기가 브레이징 접합부 내부에 갇혀 공극이나 기포를 형성할 때 발생합니다. 기공의 원인은 다면적이며, 부적절한 표면 준비, 불충분한 세척, 불량한 필러 재료 흐름, 잘못된 가열 속도, 불충분한 유지 시간 또는 온도와 같은 요인에 기인할 수 있습니다. 이러한 원인을 이해하는 것은 브레이징 공정을 최적화하고 고품질의 내구성 있는 접합부를 보장하는 데 필수적입니다.
주요 요점 설명:
-
부적절한 표면 준비:
- 표면 준비는 강력한 브레이징 접합부를 얻는 데 중요합니다. 접합할 표면이 평평하지 않거나, 매끄럽지 않거나, 오염 물질이 없지 않으면 모세관 현상과 필러 재료 흐름이 방해받을 수 있습니다. 이는 불완전한 젖음과 공극 형성으로 이어질 수 있습니다.
- 표면의 산화막, 오일, 그리스 또는 기타 잔류물은 적절한 결합을 방해하여 가스를 가두고 기공을 유발할 수 있습니다.
- 해결책: 브레이징 전에 산화층과 오염 물질 제거를 포함하여 철저한 세척 및 표면 준비를 보장합니다.
-
불충분한 세척:
- 세척 효과는 재료, 대기 조건 및 취급에 따라 달라집니다. 재료가 제대로 세척되지 않거나 세척 후 오염 물질에 노출되면 기공이 발생할 수 있습니다.
- 해결책: 브레이징 직전에 재료를 세척하고 재오염을 방지하기 위해 취급을 최소화합니다.
-
불량한 필러 재료 흐름:
- 필러 재료는 강한 결합을 형성하기 위해 접합부로 고르게 완전히 흘러야 합니다. 필러 재료가 표면을 제대로 적시지 않거나 접합부에 틈이 있으면 가스가 갇혀 기공으로 이어질 수 있습니다.
- 해결책: 적절한 필러 재료 흐름을 보장하기 위해 온도, 유지 시간 및 가열 속도와 같은 브레이징 매개변수를 최적화합니다.
-
잘못된 가열 속도:
- 너무 빠르거나 고르지 않은 가열은 국부적인 과열 또는 불충분한 가열을 유발하여 필러 재료의 불완전한 용융 또는 갇힌 가스를 초래할 수 있습니다.
- 해결책: 균일한 온도 분포와 필러 재료의 적절한 용융을 보장하기 위해 가열 속도를 제어합니다.
-
불충분한 유지 시간 또는 온도:
- 유지 온도와 시간은 완전한 브레이징을 달성하는 데 중요합니다. 온도가 너무 낮거나 유지 시간이 너무 짧으면 필러 재료가 완전히 녹거나 흐르지 않아 공극이 발생할 수 있습니다.
- 해결책: 사용 중인 특정 재료 및 필러 합금에 대한 권장 유지 온도 및 시간 지침을 따릅니다.
-
진공 수준 및 분위기:
- 진공 브레이징에서 진공 수준은 접합부 영역에서 가스를 제거하기에 충분해야 합니다. 진공 수준이 너무 낮으면 잔류 가스가 기공을 유발할 수 있습니다.
- 해결책: 사용 중인 재료 및 브레이징 공정에 적합한 진공 수준을 보장합니다.
-
재료별 요인:
- 모재 및 필러 합금의 유형은 기공에 영향을 미칠 수 있습니다. 예를 들어, 알루미늄 합금은 산화물 형성에 취약하며, 이는 제대로 제거되지 않으면 가스를 가둘 수 있습니다.
- 해결책: 호환 가능한 재료를 선택하고 특정 합금에 적합한 세척 및 브레이징 기술을 사용합니다.
-
접합부 설계 및 형상:
- 접합되는 부품의 모양과 크기는 필러 재료 흐름 및 가스 포획에 영향을 미칠 수 있습니다. 복잡한 형상 또는 좁은 틈은 기공 위험을 증가시킬 수 있습니다.
- 해결책: 필러 재료 흐름을 위한 적절한 간극과 접근성을 갖도록 접합부를 설계합니다.
-
냉각 속도:
- 급속 냉각은 접합부 내부에 가스를 가둘 수 있는 반면, 느린 냉각은 가스가 빠져나갈 수 있도록 합니다. 부적절한 냉각 속도는 기공에 기여할 수 있습니다.
- 해결책: 접합 강도를 손상시키지 않고 가스가 빠져나갈 수 있도록 냉각 속도를 제어합니다.
이러한 요인을 해결하고 브레이징 공정을 최적화함으로써 기공을 최소화하여 더 강하고 신뢰할 수 있는 접합부를 얻을 수 있습니다.

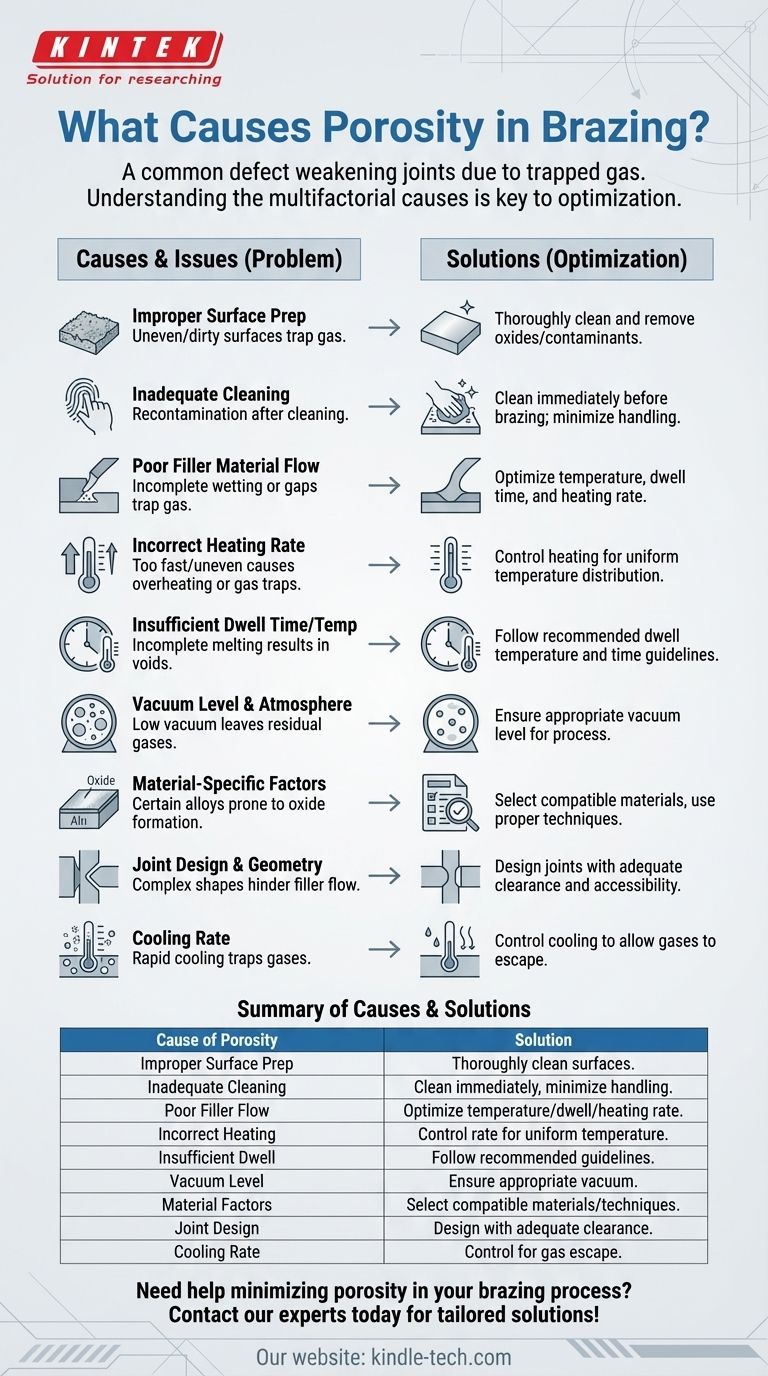
요약 표:
| 기공 원인 | 해결책 |
|---|---|
| 부적절한 표면 준비 | 표면을 철저히 세척하고 준비하며, 산화물과 오염 물질을 제거합니다. |
| 불충분한 세척 | 브레이징 직전에 재료를 세척하고 취급을 최소화합니다. |
| 불량한 필러 재료 흐름 | 브레이징 매개변수(온도, 유지 시간, 가열 속도)를 최적화합니다. |
| 잘못된 가열 속도 | 균일한 온도 분포를 위해 가열 속도를 제어합니다. |
| 불충분한 유지 시간/온도 | 권장 유지 온도 및 시간 지침을 따릅니다. |
| 진공 수준 및 분위기 | 재료 및 공정에 적합한 진공 수준을 보장합니다. |
| 재료별 요인 | 호환 가능한 재료를 선택하고 적절한 세척/브레이징 기술을 사용합니다. |
| 접합부 설계 및 형상 | 필러 흐름을 위한 적절한 간극과 접근성을 갖도록 접합부를 설계합니다. |
| 냉각 속도 | 접합부를 약화시키지 않고 가스가 빠져나갈 수 있도록 냉각 속도를 제어합니다. |
브레이징 공정에서 기공을 최소화하는 데 도움이 필요하신가요? 지금 전문가에게 문의하세요 맞춤형 솔루션을 제공해 드립니다!
시각적 가이드